



Производство высоковольтного кабеля
Когда говорят про производство высоковольтного кабеля, многие представляют себе просто толстый провод в оболочке. На деле же — это постоянный компромисс между электрической прочностью, механической надёжностью и, что уж греха таить, себестоимостью. Самый частый миф — что главное это изоляция. Да, важна, но если экран наложен с неравномерной плотностью или в процессе скрутки жил возникли микроскопические воздушные включения — всё, пробитие при испытаниях гарантировано, ищи потом, где дефект. Мы в своё время на этом обожглись.
От меди до изоляции: где кроются неочевидные сложности
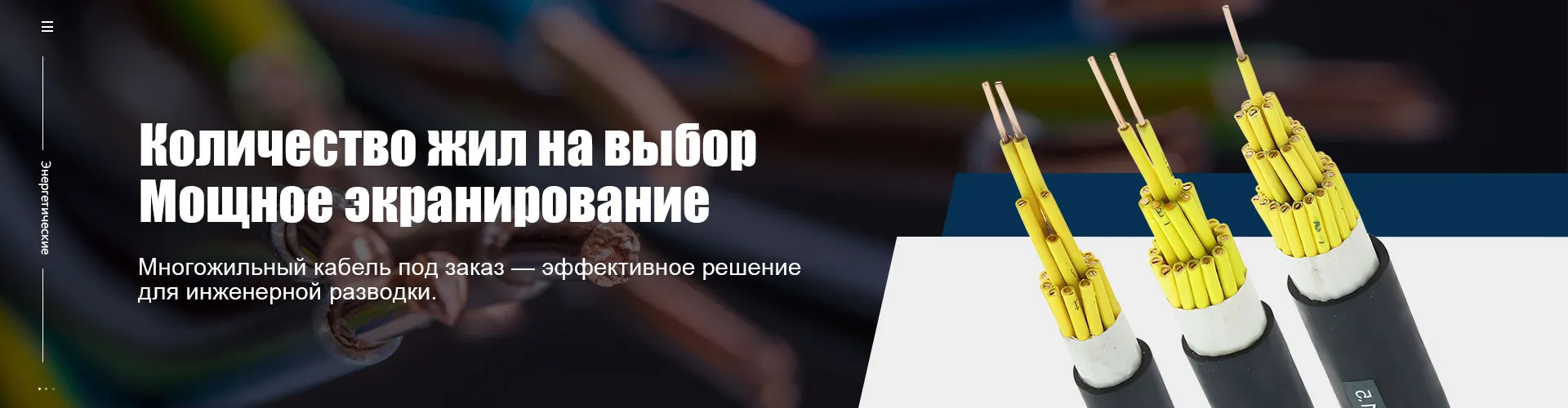
Начнём с основы — токопроводящей жилы. Казалось бы, куй медную катанку, тяни. Но для ВВ кабеля важна не просто чистота меди, а её структура после волочения. Межкристаллитные границы, остаточные напряжения — всё это влияет на долгосрочные характеристики. Помню, одна партия кабеля 110 кВ начала показывать рост тангенса диэлектрических потерь через год эксплуатации. Разбирались месяц. Оказалось, поставщик меди слегка изменил режим отжига, и это аукнулось на микроуровне.
С изоляцией из сшитого полиэтилена (СПЭ) сейчас работают многие, но тонкостей — море. Реакция сшивки идёт под давлением, в азотной атмосфере. Если в линии экструзии где-то ?подсос?, пусть микроскопический, в изоляцию попадут пузырьки. Они не всегда видны на мониторе контроля. А потом, при монтаже, когда кабель изгибают, в этом месте может возникнуть локальная концентрация поля. Результат — частичный разряд, который со временем ?проест? изоляцию насквозь.
Именно поэтому на производстве, скажем, на сайте ООО Чжожуй Кабель, всегда подчёркивают контроль на всех этапах. Компания позиционирует себя как предприятие полного цикла, и это не просто слова для каталога. Когда ты сам ведёшь процесс от меди до готового барабана, проще отследить причинно-следственные связи при нареканиях. Но и ответственности больше.
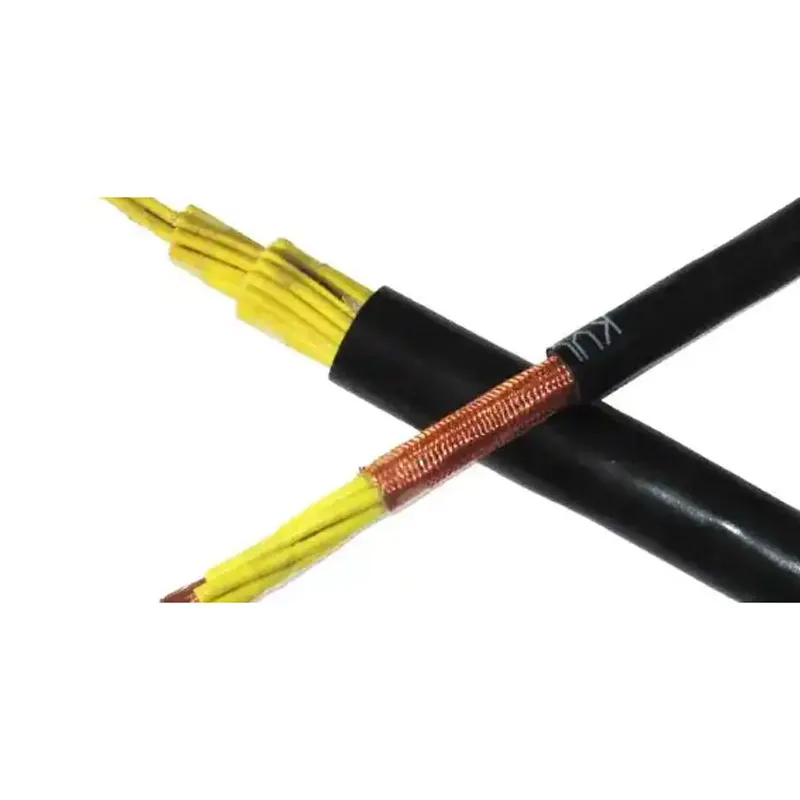
Экран и оболочка: тихая работа, от которой зависит всё
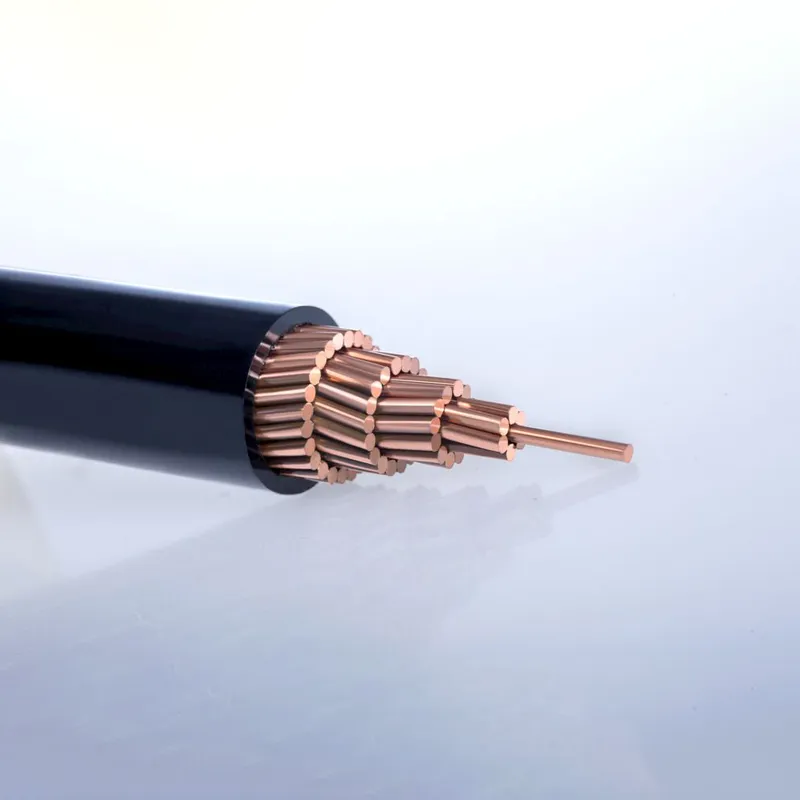
Экрану уделяют меньше внимания, чем он заслуживает. Его задача — создать равномерное электрическое поле вокруг изоляции. Если медная лента наложена с перекосом или контакт между витками неидеален, поле искажается. В местах искажения начинается ускоренное старение изоляции. Мы как-то пробовали сэкономить, взяв ленту с меньшей электропроводностью. Кабель прошёл приёмочные испытания, но через два года на линии 35 кВ случился пробой. Вскрытие показало деградацию изоляции именно под местом с плохим контактом экрана.
Наружная оболочка из полиэтилена — это не просто защита от влаги. Она должна быть стойкой к солнечному ультрафиолету, к растрескиванию при перепадах температур. Особенно для кабелей, которые идут на открытое воздушное расположение. Добавки-стабилизаторы — их состав и дисперсность критичны. Некачественная смесь приводит к тому, что через 5-7 лет оболочка покрывается сеткой микротрещин, туда попадает влага, дальше — коррозия экрана и проблемы.
Здесь опыт производства высоковольтного кабеля для разных климатических зон бесценен. Технологи знают, что для, условно, Сочи и для Якутска рецептура оболочки должна отличаться, даже если класс напряжения один. Это к вопросу о том, почему просто купить современную линию экструзии — недостаточно для стабильного качества.
Испытания: момент истины и его подводные камни
Испытание повышенным напряжением постоянного тока — обязательный финальный штрих. Кажется, что всё просто: подаётся напряжение, скажем, 160 кВ на кабель 110 кВ, выдерживается время — и всё. Но артефактов много. Например, ?плавающий? дефект, который проявляется только при определённой температуре жилы. Или влияние влажности в испытательном помещении на поверхностные утечки. Бывало, кабель ?браковали? из-за пробоя, а потом выяснялось, что проблема была в неправильно заземлённой арматуре испытательного стенка.
Поэтому хорошая практика — не просто ?пробил/не пробил?, а запись осциллограммы испытательного напряжения и тока утечки. Малейший всплеск на кривой — повод отложить этот отрезок и исследовать. Иногда это приводит к обнаружению системной проблемы на линии, например, износа чистика в головке экструдера, который оставляет продольные риски на изоляции.
Наш внутренний стандарт, который, кстати, я видел реализованным и в практике ООО Чжожуй Кабель (это видно по их подходу к описанию контроля качества), — это двойной контроль: 100% испытание на заводе и выборочное — уже после укладки кабеля на барабан. Потому что при намотке тоже можно повредить изделие.
Логистика и монтаж: где производство заканчивается, а головная боль продолжается
Произвести — полдела. Доставить и смонтировать ВВ кабель без повреждений — отдельная наука. Радиус изгиба — святое. Видел, как на объекте при разгрузке крановщик зацепил барабан стропой, кабель резко дёрнулся и лёг петлёй. Монтажники её расправили, смонтировали. Линия проработала 8 месяцев и вышла из строя. Вскрытие показало, что в месте того рывка произошла микроскопическая деформация экрана, со временем приведшая к пробою.
Поэтому сейчас серьёзные производители не просто отгружают барабаны, а разрабатывают и прилагают к поставке инструкции по транспортировке, разгрузке и раскатке. Иногда даже направляют своего специалиста для контроля критичных операций. Это не сервис ?для галочки?, а прямая необходимость, чтобы избежать гарантийных случаев, которые бьют по репутации больнее, чем единичный брак.
Упаковка барабана — тоже момент. Полиэтиленовая плёнка должна быть, но между ней и оболочкой кабеля нужна прокладка, иначе от перепадов температур под плёнкой выпадает конденсат, и кабель приходит на объект мокрым. Казалось бы, мелочь, но сколько из-за неё переносились сроки пусконаладочных работ.
Взгляд в будущее: материалы и цифра
Сейчас много говорят про новые материалы для изоляции, например, полипропилен. Перспективно с точки зрения экологии и возможной переработки. Но в производстве высоковольтного кабеля переход на новый материал — это годы испытаний. Нужно накопить статистику по старению в реальных условиях. Мы участвовали в пилотном проекте по кабелю с такой изоляцией на 20 кВ. Лабораторные данные — отличные, монтажные характеристики — лучше, чем у СПЭ. Но как он поведёт себя через 15 лет? Пока вопрос. Пока рынок консервативен, и основой остаётся проверенный СПЭ.
Другое направление — цифровизация самого производства. Датчики на линии экструзии, которые в реальном времени отслеживают не просто температуру и давление, а, например, степень сшивки полимера по косвенным признакам. Это позволяет не ждать результатов испытаний куска, а корректировать процесс на лету. У нас такой системы пока нет в полном объёме, но коллеги из других компаний, включая упомянутую ООО Чжожуй Кабель, судя по всему, двигаются в этом направлении, делая ставку на объединение исследований, разработок и производства. Это логичный шаг для того, чтобы не просто делать кабель, а делать его с предсказуемо высокими и, что важно, стабильными характеристиками.
В итоге, производство ВВ кабеля — это не конвейер. Это цепочка взаимосвязанных процессов, где опыт, внимание к деталям и здоровый консерватизм в оценке новшеств часто важнее самой современной, но ?сырой? технологии. И главный вывод, который приходит с годами: надёжность продукта определяется не самым современным участком линии, а самым слабым звеном в цепочке решений — от закупки сырья до отгрузки на объект.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Воздушный кабель
Воздушный кабель -
 Высокотемпературный кабель
Высокотемпературный кабель -
 Низковольтные провода и кабели
Низковольтные провода и кабели -
 Высоковольтный кабель 35 кВ
Высоковольтный кабель 35 кВ -
.webp) Контрольный кабель
Контрольный кабель -
 Компьютерный кабель
Компьютерный кабель -
 Коммуникационный кабель
Коммуникационный кабель -
 Силовой кабель со стальной проволочной броней
Силовой кабель со стальной проволочной броней -
 Алюминиевый силовой кабель
Алюминиевый силовой кабель -
 Низковольтные безгалогенные провода и кабели
Низковольтные безгалогенные провода и кабели -
 Облученные сшитые провода и кабели
Облученные сшитые провода и кабели -
 Предварительно разветвленный кабель
Предварительно разветвленный кабель
Связанный поиск
Связанный поиск- Кабель с алюминиевой броней силовой
- Коммуникационные безгалогенные кабели с низким дымовыделением
- Индивидуальное изготовление алюминиевых кабелей
- Огнестойкий силовой кабель со стальной проволочной броней
- Облученные сшитые медные кабели
- Кабель для воздушной линии на даче
- Высоковольтные сшитые бронированные кабели
- Кабель алюминиевый бронированный 4 жилы
- Прокладка низковольтных кабелей
- Износостойкий кабель со стальной проволочной броней